در صنعت امروز، انتخاب ورق مناسب فقط به قیمت و ظاهر محدود نمیشود؛ دوام، ایمنی و پایداری سازهها به کیفیت پوششهای محافظ وابسته است. در توس ارگ یکتا تلاش میکنیم با ارائه اطلاعات دقیق و کاربردی، مسیر تصمیمگیری را برای فعالان حوزه فولاد، سازندگان و صنایع مصرفکننده روشنتر کنیم. در این محتوا با فرآیند تولید ورق گالوانیزه آشنا میشوید و میبینید روشهای گالوانیزه کردن فولاد چگونه میتوانند عمر مفید قطعات را افزایش دهند. همچنین به صورت مرحلهبهمرحله، مراحل تولید ورق گالوانیزه را بررسی میکنیم تا بدانید هر بخش از خط تولید چه اثری بر کیفیت نهایی، چسبندگی پوشش و مقاومت در برابر زنگزدگی دارد. اگر هدف شما خرید، کنترل کیفیت، انتخاب استاندارد یا مقایسه روشهاست، این راهنما دیدی روشن و صنعتی از گالوانیزاسیون ارائه میدهد و به شما کمک میکند گزینه مناسب کاربردتان را دقیقتر انتخاب کنید. علاوه بر این، به تفاوت الزامات فنی در کاربردهای ساختمانی، صنعتی و محیطهای خورنده نیز اشاره میکنیم تا ارزیابی مشخصات محصول برای شما سادهتر و دقیقتر انجام شود.
ورق گالوانیزه چیست و چرا تولید آن اهمیت دارد؟
ورق گالوانیزه، ورق فولادی است که برای افزایش دوام، با لایهای محافظ از روی پوشش داده میشود. این پوشش باعث میشود سطح فولاد در تماس با رطوبت و عوامل خورنده دیرتر تخریب شود و هزینههای تعمیر و تعویض کاهش یابد. اهمیت تولید این ورق در صنایع گستردهای دیده میشود؛ از ساختوساز و کانالسازی تا خودروسازی و لوازم خانگی. وجود پوشش روی در فولاد، علاوه بر محافظت، به یکنواختی ظاهر و قابلیت رنگپذیری نیز کمک میکند. در بسیاری از پروژهها، انتخاب ورق گالوانیزه بهمعنای کاهش ریسک زنگزدگی در شرایط آبوهوایی سخت است. همچنین توسعه خط تولید ورق گالوانیزه به کارخانهها امکان میدهد نیاز بازار را با کنترل بهتر ضخامت پوشش و کیفیت سطح پاسخ دهند و محصولی استاندارد و قابل ردیابی ارائه کنند. بسیاری از صنایع برای تولید قطعات فرمدهیشده، از رول گالوانیزه استفاده میکنند تا هم فرآیند ساخت سریعتر شود و هم پرت متریال کاهش یابد.

تاریخچه گالوانیزاسیون در صنعت فولاد
ایده محافظت از فلزات در برابر خوردگی قدمتی طولانی دارد، اما گالوانیزاسیون به شکل صنعتی با توسعه دانش متالورژی و کنترل فرآیندهای سطحی جدیتر شد. در ابتدا، پوششدهی با روی بیشتر بهصورت تجربی انجام میگرفت، اما با گذر زمان استانداردها، روشهای اندازهگیری و خطوط پیوسته تولید شکل گرفتند. رشد صنایع ساختمان و حملونقل، نیاز به ورقهای مقاومتر را افزایش داد و تولید ورق گالوانیزه به یکی از بخشهای مهم زنجیره فولاد تبدیل شد. در این مسیر، تدوین استاندارد ورق گالوانیزه نقش کلیدی داشت؛ چون معیارهای یکنواختی پوشش، وزن پوشش و آزمونهای کیفی را مشخص کرد. همزمان، توسعه تجهیزات صنعتی باعث شد کارخانهها بتوانند کنترل دقیقتری بر سرعت خط، دمای حمام و آمادهسازی سطح داشته باشند و کیفیت پایدار تولید کنند.
گالوانیزاسیون چیست و چگونه از فولاد در برابر خوردگی محافظت میکند؟
گالوانیزاسیون فرآیندی است که طی آن سطح فولاد با لایهای از روی پوشانده میشود تا تماس مستقیم فولاد با عوامل خورنده محدود گردد. این لایه، هم نقش سد فیزیکی را ایفا میکند و هم در صورت آسیبدیدگی موضعی، از طریق رفتار الکتروشیمیایی به محافظت ادامه میدهد. یکی از معیارهای مهم در انتخاب محصول، مقاومت ورق گالوانیزه در برابر خوردگی است که به ضخامت پوشش، کیفیت سطح و شرایط محیطی وابسته است. در محیطهای مرطوب یا صنعتی، این مقاومت بهطور مستقیم بر عمر مفید سازه اثر میگذارد. علاوه بر این، کیفیت فرآیند آمادهسازی سطح و کنترل نهایی، تعیین میکند پوشش چقدر یکنواخت و چسبنده باشد. به همین دلیل در خطوط صنعتی، بازرسیهای دورهای و آزمونهای استاندارد بخش جداییناپذیر تولید محسوب میشوند.
نقش فلز روی در جلوگیری از زنگزدگی
روی بهعنوان فلزی فعالتر از آهن، تمایل بیشتری به واکنش با اکسیژن و رطوبت دارد و همین ویژگی آن را به محافظی مؤثر تبدیل میکند. هنگامیکه سطح فولاد با روی پوشش داده میشود، ابتدا روی اکسید یا هیدروکسید تشکیل میدهد و در ادامه لایههای پایدارتر ایجاد میشوند که نفوذپذیری کمتری دارند. این رفتار باعث میشود فرآیند اکسیداسیون آهن کند شده یا متوقف گردد. در عمل، کیفیت و ترکیب پوشش روی در فولاد به عواملی مانند تمیزی سطح، دمای فرآیند و زمان تماس وابسته است. اگر سطح بهخوبی آماده نشده باشد، پوشش ناپیوسته میشود و مسیر نفوذ رطوبت باز میماند. بنابراین کنترل آمادهسازی و تثبیت پوشش، کلید تولید ورق گالوانیزه با کارایی واقعی در شرایط کاری سخت است.
مکانیزم محافظت کاتدی در فولاد گالوانیزه
محافظت کاتدی یعنی در یک جفت گالوانیکی، فلز فعالتر قربانی میشود تا فلز کمفعالتر سالم بماند. در ورق گالوانیزه، روی نقش آند را دارد و حتی اگر خراش یا بریدگی کوچکی روی سطح ایجاد شود، روی اطراف ناحیه آسیبدیده بهجای آهن واکنش میدهد. این موضوع باعث میشود زنگزدگی بهصورت گسترده پیشروی نکند و خرابی موضعی کنترل شود. همین ویژگی، دلیل مهم برتری گالوانیزه در بسیاری از کاربردهاست. در ارزیابی صنعتی، کنترل کیفیت ورق گالوانیزه شامل بررسی یکنواختی پوشش و اطمینان از پیوستگی لایههاست تا محافظت کاتدی درست عمل کند. اگر پوشش بیش از حد نازک یا ناهمگن باشد، ناحیههای بدون محافظ ایجاد میشود و خوردگی سرعت میگیرد.
مواد اولیه مورد استفاده در تولید ورق گالوانیزه
کیفیت ورق گالوانیزه فقط به عملیات پوششدهی وابسته نیست؛ انتخاب مواد اولیه مناسب و سازگار با فرآیند، نقش تعیینکننده دارد. ورق پایه باید ترکیب شیمیایی و کیفیت سطح مطلوبی داشته باشد تا پوشش روی بهخوبی به آن بچسبد و عیوب سطحی منتقل نشود. همچنین روی مصرفی باید از نظر خلوص و کنترل ناخالصیها مدیریت شود تا تشکیل لایههای ناهمگون کاهش یابد. بسته به نوع کاربرد، انتخاب ورق پایه میتواند فراتر از کیفیت سطح باشد؛ در برخی صنایع، گزینههایی مانند ورق استحکام بالا آلفورم برای رسیدن به خواص مکانیکی بالاتر نیز بررسی میشوند. در خطوط صنعتی، مواد کمکی مثل اسیدها، فلاکسها و افزودنیها نیز بر نتیجه نهایی اثر میگذارند. به همین دلیل کارخانهها معمولاً مشخصات مواد را مطابق استاندارد ورق گالوانیزه ردیابی میکنند و شرایط نگهداری مواد شیمیایی را جدی میگیرند. اگر مواد اولیه دچار آلودگی شوند یا پارامترهای مصرف کنترل نشود، لکه، پوستهشدن و ضعف چسبندگی در محصول نهایی رخ خواهد داد.

ورق فولادی پایه
ورق فولادی پایه، اسکلت اصلی محصول است و باید از نظر صافی سطح، یکنواختی ضخامت و کیفیت نورد کنترل شده باشد. وجود اکسیدهای سطحی، چربی یا آلودگی میتواند باعث شود پوشش روی بهصورت نقطهای جدا شود یا ظاهر موجدار ایجاد کند. در بسیاری از خطوط، ورق پایه پیش از ورود به بخش پوششدهی تحت پاکسازی و آمادهسازی قرار میگیرد تا بستر مناسب برای چسبندگی ایجاد شود. همچنین انتخاب گرید فولاد بر رفتار آن در فرآیند اثر دارد و میتواند روی شکلگیری لایههای آلیاژی تأثیر بگذارد. کنترل مشخصات ورق پایه بخشی از کنترل کیفیت ورق گالوانیزه محسوب میشود؛ چون هر عیب اولیه میتواند پس از گالوانیزه شدن برجستهتر دیده شود. بنابراین تولیدکنندگان حرفهای، ورودی خط را با آزمونهای ابعادی و بررسی ظاهری مستمر پایش میکنند.
فلز روی (Zinc)
روی مصرفی باید خلوص مناسب داشته باشد تا پوشش نهایی یکنواخت و قابل پیشبینی باشد. ناخالصیها میتوانند باعث تغییر رنگ، کاهش چسبندگی یا تشکیل دانههای ناخواسته روی سطح شوند. در خطوط گالوانیزه گرم، کیفیت حمام روی و کنترل دما و ترکیب آن اهمیت زیادی دارد. برخی تولیدکنندگان از افزودنیهای مشخص استفاده میکنند تا سیالیت حمام بهبود یابد یا ظاهر پوشش یکنواختتر شود. این مدیریت، مستقیماً روی مقاومت ورق گالوانیزه در برابر خوردگی اثر میگذارد؛ چون پوشش یکنواخت و متراکم دیرتر تخریب میشود. همچنین نرخ مصرف روی و کنترل ضایعات، بخش اقتصادی مهمی از تولید است. بنابراین پایش کیفیت روی ورودی و نمونهبرداری از حمام، برای جلوگیری از نوسان کیفیت و کاهش هزینههای ناشی از دوبارهکاری ضروری است.
مواد شیمیایی مورد استفاده در فرآیند
مواد شیمیایی نقش کلیدی در آمادهسازی سطح و ایجاد شرایط لازم برای چسبندگی پوشش دارند. اسیدها برای حذف اکسیدها و زنگزدگی سطحی استفاده میشوند، مواد قلیایی در چربیزدایی مؤثرند و محلولهای فلاکس به تشکیل لایه واسط کمک میکنند. انتخاب غلظت مناسب، دمای کار و زمان تماس، تعیین میکند سطح تا چه حد تمیز و فعال شود. در بسیاری از کارخانهها، مشخصات مصرف مواد بر اساس الزامات خط تولید ورق گالوانیزه تدوین میشود تا نوسان کیفیت کاهش یابد. همچنین کنترل آلودگی حمامها و تعویض بهموقع محلولها از ایجاد لکه و عیوب سطحی جلوگیری میکند. مدیریت پسماندهای شیمیایی نیز اهمیت محیطزیستی دارد و باید با دستورالعملهای ایمنی و استانداردهای کارخانه همراستا باشد.
فرآیند تولید ورق گالوانیزه به روش گالوانیزه گرم
گالوانیزه گرم یکی از رایجترین روشها برای تولید ورق مقاوم در شرایط سخت است. در این روش، ورق فولادی پس از آمادهسازی کامل، وارد حمام روی مذاب میشود و لایههای آلیاژی و سطحی تشکیل میگردد. کیفیت نهایی به تمیزی سطح، کنترل دما، زمان غوطهوری و شرایط خنککاری وابسته است. بسیاری از کارخانهها این روش را بهدلیل یکنواختی پوشش و قابلیت ایجاد لایه ضخیمتر انتخاب میکنند. در این مسیر، طراحی تجهیزات و سرعت عبور ورق در خط تولید ورق گالوانیزه بر بهرهوری و کیفیت اثر مستقیم دارد. همچنین در انتهای خط، آزمونهای کیفی برای اطمینان از ضخامت، چسبندگی و ظاهر انجام میشود. این مجموعه عملیات، ستون اصلی تولید صنعتی ورق گالوانیزه است و رعایت جزئیات هر مرحله، از ایجاد عیوبی مانند پوستهشدن یا لکههای سطحی جلوگیری میکند.
مرحله چربیزدایی (Degreasing)
چربیزدایی نخستین گام مهم برای حذف روغنهای نورد، گردوغبار و آلودگیهای سطحی است. اگر چربی روی سطح باقی بماند، اسیدشویی و پوششدهی بهدرستی انجام نمیشود و نقاط بدون پوشش یا ضعف چسبندگی شکل میگیرد. معمولاً از محلولهای قلیایی یا شویندههای صنعتی با کنترل دما و زمان استفاده میشود تا سطح به حالت فعال نزدیک شود. در خطوط پیوسته، پایش غلظت محلول و کیفیت شستشو بخشی از کنترل فرآیند است. هدف این مرحله، آمادهسازی سطح برای مراحل بعدی از مراحل تولید ورق گالوانیزه است تا عملیات اسیدشویی مؤثرتر انجام شود. اپراتورها معمولاً با بررسی قطرات آب روی سطح، میزان تمیزی را ارزیابی میکنند. چربیزدایی صحیح، احتمال ایجاد لکه و کاهش یکنواختی پوشش را بهطور محسوسی کم میکند.

مرحله اسیدشویی (Pickling)
اسیدشویی برای حذف اکسیدهای آهن و زنگزدگیهای سطحی انجام میشود و نقش تعیینکنندهای در تمیزی نهایی دارد. معمولاً از اسید کلریدریک یا اسید سولفوریک با کنترل دما و افزودنیهای مهارکننده استفاده میشود تا خوردگی بیش از حد اتفاق نیفتد. اگر اسیدشویی ناقص باشد، لایههای اکسیدی مانع چسبندگی پوشش روی میشوند و عیبهای سطحی افزایش پیدا میکند. در مقابل، اسیدشویی بیش از حد میتواند زبری نامطلوب ایجاد کند. این تعادل در بسیاری از کارخانهها با دستورالعملهای مشخص و پایش پارامترها انجام میشود. ارتباط مستقیم این مرحله با کنترل کیفیت ورق گالوانیزه باعث شده نمونهبرداری و کنترل غلظت اسید بهصورت دورهای انجام شود. نتیجه اسیدشویی مطلوب، سطحی یکنواخت و آماده برای تشکیل پوشش پایدار و مقاوم است.
شستشو و آمادهسازی سطح
پس از اسیدشویی، شستشوی دقیق برای حذف باقیمانده اسید و نمکها ضروری است. اگر مواد باقی بمانند، در مراحل بعدی واکنشهای ناخواسته رخ میدهد و لکه یا کاهش چسبندگی به وجود میآید. معمولاً چند مرحله آبکشی با کیفیت آب کنترلشده انجام میشود تا سطح کاملاً پاک شود. سپس سطح باید برای مرحله فلاکسینگ آماده باشد؛ یعنی نه آلوده و نه بیش از حد اکسیدشده. در خطوط صنعتی، کنترل هدایت الکتریکی آب و تعویض بهموقع آن، به ثبات کیفیت کمک میکند. این بخش از مراحل تولید ورق گالوانیزه اگر درست مدیریت نشود، هزینههای دوبارهکاری افزایش مییابد. آمادهسازی مناسب باعث میشود واکنشهای حمام روی بهتر شکل بگیرد و پوشش نهایی یکنواختتر باشد. در نهایت، یک سطح تمیز و فعال، پایه کیفیت ورق گالوانیزه است.
فلاکسینگ (Fluxing)
فلاکسینگ مرحلهای است که با ایجاد لایهای نازک روی سطح فولاد، از اکسید شدن دوباره آن پیش از ورود به حمام روی جلوگیری میکند و چسبندگی را بهبود میدهد. محلولهای فلاکس معمولاً بر پایه کلریدهای روی و آمونیوم هستند و پارامترهایی مثل غلظت، دما و زمان غوطهوری باید دقیق کنترل شود. اگر فلاکسینگ ضعیف باشد، سطح پیش از ورود به حمام اکسید میشود و پوشش ناقص تشکیل خواهد شد. این مرحله بهعنوان بخشی از فرآیند تولید ورق گالوانیزه، نقش واسط بین آمادهسازی شیمیایی و پوششدهی دارد. در کارخانهها، کیفیت فلاکس با بررسی رسوب، آلودگی و نرخ تبخیر پایش میشود. فلاکسینگ صحیح کمک میکند پوشش روی بهصورت یکنواخت روی کل سطح بنشیند و احتمال ایجاد نقاط بدون پوشش به حداقل برسد.
غوطه وری در حمام مذاب روی
در این مرحله ورق وارد حمام روی مذاب با دمای کنترلشده میشود و واکنشهای متالورژیکی بین آهن و روی رخ میدهد. زمان غوطهوری و سرعت عبور ورق مشخص میکند ضخامت و ساختار لایهها چگونه شکل بگیرد. همچنین کنترل ناخالصیها و مدیریت سرباره روی سطح حمام، برای جلوگیری از عیوب ظاهری ضروری است. این بخش هسته اصلی گالوانیزه گرم است و کیفیت آن مستقیماً روی یکنواختی پوشش اثر دارد. در مقایسههای صنعتی، یکی از معیارهای کلیدی تفاوت گالوانیزه گرم و سرد همین ساختار لایهها و امکان تشکیل پوشش ضخیمتر در روش گرم است. مدیریت دقیق دمای حمام و شرایط انتقال، از ایجاد لکه، موج و ناصافی جلوگیری میکند. نتیجه غوطهوری درست، لایهای پیوسته و مقاوم است که برای محیطهای خورنده عملکرد بهتری ارائه میدهد.
خنککاری و شکلگیری پوشش روی
پس از خروج ورق از حمام، خنککاری کنترلشده انجام میشود تا پوشش تثبیت شود و خواص مکانیکی و ظاهری مطلوب ایجاد گردد. سرعت خنککاری میتواند بر تشکیل ساختار سطحی، میزان براقیت و احتمال ترکهای ریز اثر بگذارد. در خطوط مدرن، از هوای کنترلشده یا سیستمهای خنککننده مشخص استفاده میشود تا پوشش دچار شوک حرارتی نشود. همچنین تجهیزات تنظیم ضخامت مانند ایرنایفها میتوانند میزان روی باقیمانده را مدیریت کنند. ارتباط این مرحله با مقاومت ورق گالوانیزه در برابر خوردگی قابل توجه است؛ چون پوشش یکنواخت و بدون عیب، دیرتر در برابر عوامل محیطی تخریب میشود. اگر خنککاری نامناسب باشد، عیوبی مثل ناهمگنی یا پوستهشدن در مراحل بعدی مصرف دیده میشود. بنابراین کنترل این مرحله به اندازه خود حمام اهمیت دارد.

کنترل کیفیت و بازرسی نهایی
در پایان خط، محصول باید از نظر ظاهری، ضخامت پوشش، چسبندگی و یکنواختی بررسی شود تا مطابق الزامات بازار و استانداردها باشد. بازرسی میتواند شامل آزمونهای ابزاری، نمونهبرداری و بررسیهای دیداری برای شناسایی لکه، موج یا نقاط بدون پوشش باشد. ثبت نتایج و ردیابی بچ تولید، برای مدیریت کیفیت ضروری است و امکان تحلیل علل عیب را فراهم میکند. در چارچوب تولید صنعتی، کنترل کیفیت ورق گالوانیزه تنها یک مرحله پایانی نیست؛ بلکه حلقهای است که کیفیت مراحل قبل را تأیید میکند. در بسیاری از کارخانهها، معیارها مطابق استاندارد ورق گالوانیزه تعیین میشود و خروجی خط باید آن را پاس کند. این نظم باعث میشود محصول برای کاربردهای حساس مانند سازههای بیرونی یا محیطهای مرطوب، عملکرد قابل اعتماد داشته باشد.
انواع روشهای گالوانیزه کردن فولاد
گالوانیزه کردن تنها به روش گرم محدود نیست و بسته به نیاز صنعت، روشهای متفاوتی استفاده میشود. انتخاب روش مناسب به ضخامت پوشش مورد نیاز، ظاهر، هزینه، سرعت تولید و نوع کاربرد وابسته است. برخی صنایع به پوشش نازک و یکنواخت با ظاهر بهتر نیاز دارند و برخی دیگر به پوشش ضخیمتر برای دوام طولانی. شناخت روشهای گالوانیزه کردن فولاد کمک میکند هنگام خرید یا طراحی محصول، گزینه مناسبتری انتخاب شود. همچنین تفاوت تجهیزات و کنترلهای فرایندی در هر روش باعث میشود کیفیت سطح، چسبندگی و مقاومت در برابر خوردگی متفاوت باشد. در تصمیمگیری صنعتی، معمولاً به شرایط محیطی، نوع اتصال (جوش/پیچ)، امکان رنگکاری و استانداردهای پروژه توجه میشود. آگاهی از این روشها، از انتخاب نادرست و هزینههای اضافی در نگهداری جلوگیری میکند و به مهندسان کمک میکند مشخصات فنی را دقیقتر تعیین کنند. در پروژههای عمرانی، آشنایی با کیفیت مقاطع فولادی هم مهم است؛ برای همین مطالعه تفاوت تیرآهن داخلی و خارجی میتواند به انتخاب مصالح مناسبتر کمک کند.
گالوانیزه گرم (Hot-Dip Galvanizing)
در گالوانیزه گرم، فولاد پس از آمادهسازی وارد حمام روی مذاب میشود و پوشش حاصل معمولاً ضخیمتر و مقاومتر است. این روش برای محیطهای بیرونی، مناطق مرطوب و کاربردهایی که دوام طولانی میخواهند مناسبتر است. تشکیل لایههای آلیاژی در این روش باعث میشود پوشش از نظر مکانیکی پایدارتر باشد. در عین حال، کنترل پارامترهایی مثل دما و سرعت خط برای یکنواختی سطح اهمیت دارد. در بحث تفاوت گالوانیزه گرم و سرد، روش گرم معمولاً مقاومت بیشتری ایجاد میکند اما ممکن است ظاهر سطح در برخی موارد صنعتیتر باشد. انتخاب این روش در سازهها، کانالها و قطعاتی که در معرض خوردگی هستند رایج است. مدیریت صحیح فرآیند باعث میشود پوشش بهخوبی به سطح بچسبد و در حملونقل و نصب آسیبپذیری کمتری داشته باشد.
الکتروگالوانیزه یا گالوانیزه سرد (Electro Galvanizing)
الکتروگالوانیزه با استفاده از جریان الکتریکی، یونهای روی را روی سطح فولاد رسوب میدهد و معمولاً پوششی نازکتر اما بسیار یکنواخت ایجاد میکند. این روش برای محصولاتی که ظاهر سطح، صافی و قابلیت رنگپذیری اهمیت بالایی دارد مناسب است. بهدلیل کنترلپذیری بالا، میتوان ضخامت پوشش را دقیقتر تنظیم کرد، هرچند در محیطهای بسیار خورنده ممکن است نیاز به پوششهای تکمیلی باشد. در تحلیل فنی، تفاوت گالوانیزه گرم و سرد در ساختار پوشش و ضخامت آن آشکار است و همین اختلاف، کاربردها را جدا میکند. صنایع خودروسازی و لوازم خانگی از مصرفکنندگان رایج این نوع ورق هستند. پایش کیفیت حمامهای الکترولیتی و شرایط جریان، برای ثبات کیفیت و جلوگیری از عیوب سطحی ضروری است.
گالوانیزه پیشپوشش (Pre-Galvanizing)
در گالوانیزه پیشپوشش، ورق یا قطعه در خط پیوسته پیش از شکلدهی نهایی پوششدهی میشود. این روش برای تولید انبوه و سرعت بالا کاربرد دارد و میتواند کیفیت یکنواختتری در مقیاس صنعتی ارائه کند. مزیت آن، امکان کنترل دقیقتر روی پارامترهای خط و تکرارپذیری بهتر است. با این حال، در مراحل بعدی مثل برش یا شکلدهی، لبهها ممکن است نیاز به توجه بیشتری داشته باشند. توسعه خط تولید ورق گالوانیزه به شکل پیوسته، بستر اصلی این روش است و باعث افزایش بهرهوری و کاهش ضایعات میشود. این روش در تولید پروفیلها، قطعات فرمخورده و کاربردهایی که به حجم تولید بالا نیاز دارند رایج است. کنترل کیفیت مداوم در طول خط، برای جلوگیری از نوسان ضخامت و عیوب ظاهری اهمیت بالایی دارد.

گالوانیزه مکانیکی (Mechanical Galvanizing)
گالوانیزه مکانیکی معمولاً برای قطعات کوچک مانند پیچ، مهره و اتصالات به کار میرود و در آن، ذرات روی با انرژی مکانیکی روی سطح مینشیند. این روش از نظر حرارتی ملایمتر است و برای قطعاتی که ممکن است در روش گرم دچار تغییر خواص شوند گزینه مناسبی محسوب میشود. یکنواختی پوشش در قطعات ریز و جلوگیری از تردی هیدروژنی در برخی کاربردها، از دلایل استفاده از این روش است. با این حال، کنترل دقیق فرآیند و انتخاب رسانههای مناسب اهمیت زیادی دارد. در بسیاری از پروژهها، تطابق محصول با استاندارد ورق گالوانیزه یا استانداردهای مرتبط با قطعات پوششدار بررسی میشود تا الزامات عملکردی تأمین گردد. این روش بیشتر در صنایع اتصالات و قطعات مصرفی دیده میشود و مکمل روشهای رایج ورق است.
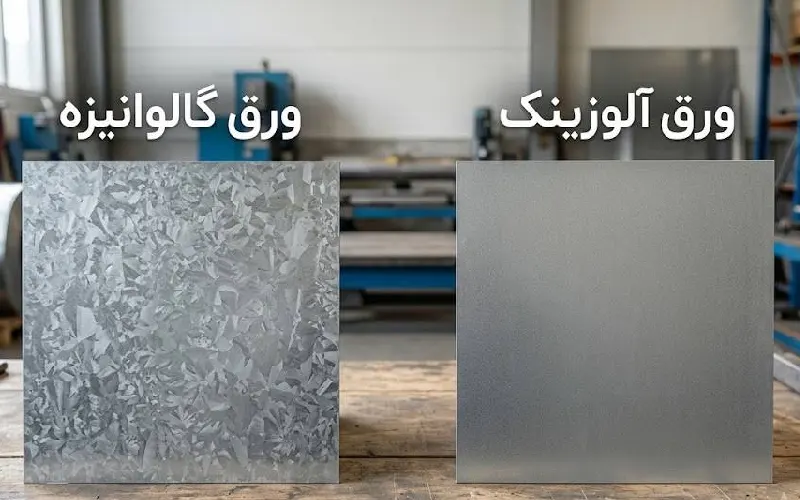
تفاوت گالوانیزه گرم و الکتروگالوانیزه
برای انتخاب بین گالوانیزه گرم و الکتروگالوانیزه باید به سه معیار اصلی توجه کرد: ضخامت و ساختار پوشش، مقاومت در برابر خوردگی و نوع کاربرد. در روش گرم معمولاً پوشش ضخیمتر و چندلایه ایجاد میشود و برای محیطهای سخت مناسبتر است. در روش سرد، پوشش نازکتر اما بسیار یکنواخت و مناسب برای کاربردهای ظاهری و رنگپذیر است. این مقایسه در بسیاری از پروژهها تعیینکننده قیمت تمامشده و عمر مفید محصول خواهد بود. وقتی درباره تفاوت گالوانیزه گرم و سرد صحبت میکنیم، باید شرایط محیطی پروژه، نیاز به ظاهر سطح، قابلیت جوشکاری و محدودیتهای ابعادی را هم در نظر گرفت. همچنین کنترل کیفیت در هر دو روش اهمیت دارد، اما شاخصهای ارزیابی ممکن است متفاوت باشد. در ادامه، تفاوتها را در سه بخش کاربردی و قابل تصمیمگیری بررسی میکنیم.
تفاوت در ضخامت پوشش
در گالوانیزه گرم، معمولاً پوشش ضخیمتر است و بهدلیل واکنشهای آلیاژی بین آهن و روی، ساختار چندلایه شکل میگیرد. این پوشش ضخیمتر در بسیاری از کاربردهای بیرونی به معنای عمر طولانیتر است. در مقابل، الکتروگالوانیزه پوششی نازکتر و بسیار یکنواخت میدهد که برای قطعات دقیق یا کاربردهای ظاهری مناسبتر است. کنترل ضخامت در روش سرد دقیقتر انجام میشود، اما ضخامت کمتر میتواند در محیطهای خورنده محدودیت ایجاد کند. در انتخاب صنعتی، علاوه بر ضخامت، یکنواختی در سطح و لبهها نیز بررسی میشود. پیروی از استاندارد ورق گالوانیزه کمک میکند محدوده وزن پوشش یا ضخامت مجاز مشخص باشد و محصول قابل مقایسه شود. در نهایت، ضخامت پوشش باید با شرایط کاری واقعی هماهنگ باشد.
تفاوت در مقاومت در برابر خوردگی
مقاومت خوردگی تابع ضخامت، یکنواختی و کیفیت پیوستگی پوشش است. بهطور معمول، گالوانیزه گرم به دلیل ضخامت بیشتر و ساختار آلیاژی، در محیطهای مرطوب و بیرونی عملکرد بهتری نشان میدهد. الکتروگالوانیزه در محیطهای داخلی یا شرایط ملایمتر مناسب است و در صورت نیاز میتواند با رنگ یا پوششهای تکمیلی تقویت شود. معیار تصمیمگیری در بسیاری از پروژهها، مقاومت ورق گالوانیزه در برابر خوردگی در برابر شرایط واقعی مثل رطوبت، نمک، آلایندههای صنعتی و تماسهای مکانیکی است. همچنین کیفیت آمادهسازی سطح در هر دو روش روی نتیجه اثر دارد. اگر پروژه در فضای باز یا مناطق ساحلی است، معمولاً روش گرم ترجیح داده میشود. در کاربردهای ظریف و ظاهری، روش سرد به دلیل سطح صافتر انتخاب رایجتری است.
تفاوت در کاربردهای صنعتی
گالوانیزه گرم بیشتر در سازههای فلزی، قطعات بیرونی، کانالسازی سنگین و محیطهای خورنده استفاده میشود، چون دوام بالا و پوشش ضخیمتری دارد. الکتروگالوانیزه به دلیل سطح یکنواخت و قابلیت شکلدهی و رنگپذیری بهتر، در خودروسازی، قطعات خانگی و محصولات ظاهری رایج است. انتخاب صحیح باعث کاهش هزینههای نگهداری و افزایش رضایت از عملکرد میشود. در بسیاری از کارخانهها، انتخاب روش به ظرفیت خط تولید ورق گالوانیزه و نیاز بازار نیز وابسته است؛ چون هر خط قابلیتها و محدودیتهای مشخص دارد. همچنین برخی صنایع الزامهای خاصی برای ظاهر یا میزان پوشش دارند که در مشخصات فنی پروژه ذکر میشود. بنابراین کاربرد صنعتی، نقشه راه انتخاب روش است و باید با شرایط بهرهبرداری هماهنگ باشد.

استانداردهای تولید ورق گالوانیزه
استانداردها چارچوبی برای تعریف کیفیت، یکنواختی پوشش، تلرانسها و روشهای آزمون فراهم میکنند و باعث میشوند خریدار و تولیدکننده زبان مشترک داشته باشند. در پروژههای صنعتی، استاندارد تعیین میکند وزن پوشش، کیفیت سطح، روش نمونهبرداری و معیار پذیرش چگونه باشد. رعایت استاندارد ورق گالوانیزه بهویژه در پروژههای بزرگ ساختمانی و صنعتی اهمیت دارد، چون تضمین میکند محصول در طول زمان عملکرد قابل پیشبینی دارد. استانداردها همچنین به کنترل کیفیت کمک میکنند تا بازرسیها هدفمند و قابل مستندسازی باشد. در بازار ایران، استانداردهای بینالمللی و ملی هر دو مورد استفاده قرار میگیرند و بسته به قرارداد پروژه انتخاب میشوند. آگاهی از استاندارد مناسب، از اختلافات فنی در تحویل کالا جلوگیری میکند و امکان مقایسه درست بین تولیدکنندگان مختلف را فراهم میآورد.
استاندارد ASTM
استانداردهای ASTM در بسیاری از پروژههای بینالمللی و حتی داخلی مرجع هستند و برای مشخصات پوشش، آزمونها و ویژگیهای محصول راهنمایی دقیق ارائه میدهند. در این استانداردها معمولاً وزن پوشش، تلرانس ضخامت، روشهای اندازهگیری و معیارهای پذیرش تعریف میشود. رعایت این الزامات به خریدار اطمینان میدهد محصول مطابق معیارهای شناختهشده تولید شده است. در تولید صنعتی، تطابق با ASTM بخشی از سیستم مدیریت کیفیت محسوب میشود و مستندسازی نتایج آزمون را الزامی میکند. ارتباط این استانداردها با کنترل کیفیت ورق گالوانیزه مستقیم است، چون روشهای آزمون و بازرسی را مشخص میکند. هنگام خرید، درخواست گواهی آزمون یا مشخصات فنی مطابق ASTM میتواند ریسک دریافت محصول نامنطبق را کاهش دهد. انتخاب دقیق گرید و کلاس پوشش طبق این استاندارد، تصمیمگیری فنی را سادهتر میکند.
استاندارد EN
استانداردهای اروپایی EN نیز در بسیاری از صنایع، بهخصوص پروژههایی که با تجهیزات یا مشخصات اروپایی همراستا هستند، استفاده میشوند. این استانداردها معیارهایی برای ترکیب شیمیایی، خواص مکانیکی، کیفیت پوشش و روشهای آزمون ارائه میدهند. یکی از مزیتها، تعریف دقیق تلرانسها و نحوه طبقهبندی محصولات است که مقایسه را آسانتر میکند. در بسیاری از موارد، پیمانکاران بر اساس EN مشخص میکنند محصول باید چه وزن پوششی داشته باشد و آزمونها چگونه انجام شود. رعایت استاندارد ورق گالوانیزه در قالب EN به تولیدکننده کمک میکند محصول قابل صادرات و قابل پذیرش در بازارهای مختلف باشد. همچنین به خریدار امکان میدهد معیارهای کیفی را شفاف در قرارداد ذکر کند. این شفافیت، اختلافات فنی و هزینههای ناشی از برگشت کالا را کاهش میدهد.
استانداردهای ملی ایران
استانداردهای ملی ایران برای بسیاری از پروژههای داخلی مرجع اصلی هستند و با شرایط بازار و نیاز صنایع داخل سازگار شدهاند. این استانداردها معمولاً مشخصات حداقلی و روشهای آزمون را تعیین میکنند و کمک میکنند کیفیت محصولات داخلی قابل ارزیابی و مقایسه باشد. در پروژههای دولتی یا پیمانهای رسمی، ارجاع به استانداردهای ملی رایج است و تولیدکننده باید اسناد تطابق ارائه کند. استفاده از این استانداردها در کنار استانداردهای بینالمللی میتواند تصویر دقیقتری از کیفیت محصول بدهد. ارتباط آن با کنترل کیفیت ورق گالوانیزه از این جهت مهم است که آزمونهای لازم و حدود پذیرش را مشخص میکند. در خریدهای عمده، بررسی اینکه محصول با استاندارد ملی مربوطه تولید شده یا خیر، میتواند از مشکلات بعدی در نصب و بهرهبرداری جلوگیری کند.
کنترل کیفیت در فرآیند تولید ورق گالوانیزه
کنترل کیفیت مجموعه اقداماتی است که از ورودی مواد اولیه تا خروجی نهایی انجام میشود تا محصول مطابق مشخصات فنی باشد. در تولید ورق گالوانیزه، کیفیت به یکنواختی پوشش، چسبندگی، ضخامت و نبود عیوب ظاهری وابسته است. برای رسیدن به این هدف، پایش مداوم پارامترهای خط، نمونهبرداری، ثبت دادهها و اجرای آزمونهای استاندارد ضروری است. در بسیاری از کارخانهها، کنترل کیفیت ورق گالوانیزه بهصورت سیستمی اجرا میشود تا هر نوسان در اسیدشویی، فلاکسینگ یا حمام روی سریع شناسایی گردد. همچنین آموزش اپراتورها و کالیبراسیون ابزار اندازهگیری بخش مهمی از کیفیت پایدار است. وقتی کنترل کیفیت درست اجرا شود، محصول نهایی در پروژهها عملکرد قابل اتکا خواهد داشت و ریسک خوردگی زودهنگام کاهش مییابد. در ادامه، سه آزمون رایج و کاربردی را مرور میکنیم.

اندازهگیری ضخامت پوشش روی
ضخامت پوشش یکی از مهمترین شاخصهای کیفیت است و معمولاً با روشهای مغناطیسی، وزنی یا ابزارهای دقیق اندازهگیری میشود. این شاخص تعیین میکند ورق در محیطهای خورنده چه مدت میتواند دوام بیاورد. ضخامت کمتر از حد استاندارد، عمر مفید را کاهش میدهد و ضخامت بیش از حد نیز میتواند هزینه و برخی مشکلات شکلدهی ایجاد کند. بنابراین اندازهگیری باید هم دقیق و هم قابل تکرار باشد. در بسیاری از پروژهها، حدود مجاز بر اساس استاندارد ورق گالوانیزه تعیین میشود و گزارش آزمون در تحویل کالا اهمیت دارد. علاوه بر میانگین ضخامت، یکنواختی در عرض ورق و لبهها نیز بررسی میشود. کنترل این شاخص، به تولیدکننده کمک میکند ثبات خط را حفظ کند و به خریدار اطمینان میدهد محصول مطابق نیاز پروژه انتخاب شده است.
آزمایش چسبندگی پوشش
چسبندگی یعنی پوشش در برابر خمکاری، ضربه یا تنشهای معمول حین حملونقل و نصب جدا نشود. برای ارزیابی چسبندگی، آزمونهایی مانند خمکاری، ضربه یا خراش کنترلشده انجام میشود تا مشخص شود پوشش پوسته نمیکند. اگر آمادهسازی سطح ضعیف باشد یا فلاکسینگ درست انجام نشود، چسبندگی افت میکند و عیبهای جدی ایجاد میشود. این آزمون در کارخانهها بخشی از کنترل کیفیت ورق گالوانیزه به شمار میآید و بهخصوص برای مشتریانی که عملیات شکلدهی دارند مهم است. چسبندگی مناسب به معنای پایداری عملکرد ضدخوردگی در طول عمر قطعه است. چون اگر پوشش جدا شود، فولاد در معرض مستقیم رطوبت قرار میگیرد و خوردگی سریع میشود. بنابراین چسبندگی، پل میان کیفیت تولید و دوام واقعی در مصرف است.
آزمایش مقاومت در برابر خوردگی
این آزمونها با هدف پیشبینی رفتار ورق در محیطهای واقعی انجام میشود و میتواند شامل تست مهنمک، تست رطوبت یا روشهای شتابیافته دیگر باشد. نتیجه آزمون نشان میدهد پوشش در برابر شرایط خورنده چگونه واکنش میدهد و چه مدت میتواند محافظت مؤثر ارائه کند. در صنایع حساس، نتایج این آزمونها برای تأیید فنی محصول در قرارداد ذکر میشود. ارتباط آزمون با مقاومت ورق گالوانیزه در برابر خوردگی مستقیم است و به خریدار کمک میکند روش مناسب را انتخاب کند. همچنین برای تولیدکننده، این آزمون ابزاری برای شناسایی ضعفهای خط و اصلاح پارامترهاست. باید توجه داشت که آزمونهای شتابیافته جایگزین کامل شرایط واقعی نیستند، اما معیار مقایسهای بسیار مفیدی فراهم میکنند. اجرای درست و تفسیر صحیح نتایج، نقش مهمی در تضمین کیفیت دارد.
کاربردهای ورق گالوانیزه در صنایع مختلف
ورق گالوانیزه به دلیل محافظت مناسب و هزینه نگهداری پایین، در صنایع متعدد استفاده میشود. این ورق در محیطهایی که رطوبت، باران، بخار یا تماس با مواد خورنده وجود دارد، مزیت قابل توجهی ایجاد میکند. انتخاب ورق مناسب معمولاً بر اساس ضخامت پوشش، کیفیت سطح و استاندارد پروژه انجام میشود. در بسیاری از کاربردها، ترکیب دوام و قابلیت فرمدهی باعث شده ورق گالوانیزه جایگزین مناسبی برای ورقهای بدون پوشش باشد. همچنین یکنواختی سطح و امکان رنگکاری، دست طراحان صنعتی را باز میگذارد. بسته به نوع صنعت، ممکن است اولویت با ظاهر باشد یا دوام در فضای باز. در هر حالت، شناخت کاربردها کمک میکند مشخصات فنی صحیح انتخاب شود و هزینههای ناشی از خوردگی زودهنگام کاهش یابد. در ادامه، چهار حوزه رایج مصرف را مرور میکنیم.
صنعت ساختمان
در ساختمانسازی، ورق گالوانیزه در سقفهای سبک، پوششهای بیرونی، سازههای جانبی، فلاشینگها و قطعاتی که در معرض رطوبت هستند کاربرد فراوان دارد. دوام بالا در برابر باران و رطوبت، دلیل اصلی انتخاب این ورق در پروژههای شهری و صنعتی است. همچنین امکان اجرای سریع و کاهش نیاز به تعمیرات دورهای، از مزیتهای آن محسوب میشود. انتخاب درست پوشش و استاندارد، بهخصوص در مناطق مرطوب یا صنعتی اهمیت بیشتری دارد. در پروژههای ساختمانی، گاهی همزمان بحث زیبایی و رنگپذیری مطرح است و سطح یکنواخت ورق گالوانیزه این نیاز را پوشش میدهد. استفاده از ورق با کیفیت موجب میشود هزینههای ناشی از زنگزدگی و تعویض قطعات در سالهای بعد کاهش یابد. به همین دلیل، این ورق یکی از گزینههای اصلی در ساختوساز مدرن است.
صنعت خودروسازی
در خودروسازی، ورقهای پوششدار برای کاهش خوردگی بدنه و افزایش عمر قطعات اهمیت حیاتی دارند. بسیاری از قطعات بدنه و بخشهایی که در معرض رطوبت و نمک جاده هستند، از ورقهای گالوانیزه با پوشش یکنواخت استفاده میکنند. در این صنعت، علاوه بر مقاومت خوردگی، کیفیت سطح برای رنگکاری و فرمدهی دقیق بسیار مهم است. بنابراین انتخاب نوع پوشش و روش تولید بر اساس نیاز خط تولید خودرو انجام میشود. آزمونهای کیفی و کنترل ضخامت، بهطور ویژه مورد توجه قرار میگیرد تا عملکرد در شرایط واقعی تضمین شود. استفاده از ورق مناسب، نرخ گارانتی و مشکلات خوردگی در طول عمر خودرو را کاهش میدهد. به همین دلیل، خودروسازی یکی از صنایع تعیینکننده در توسعه فناوریهای پوششدهی و کنترل کیفیت محسوب میشود.
لوازم خانگی
در لوازم خانگی، ظاهر سطح، قابلیت رنگکاری و مقاومت در برابر رطوبت محیطی اهمیت زیادی دارد. بسیاری از بدنهها و قطعات داخلی یخچال، ماشین لباسشویی یا تجهیزات آشپزخانه به ورقهای گالوانیزه نیاز دارند تا در طول زمان دچار زنگزدگی نشوند. در این کاربردها، یکنواختی پوشش و کیفیت سطح برای جلوگیری از عیوب رنگ بسیار مهم است. تولیدکنندگان لوازم خانگی معمولاً ورقهایی را انتخاب میکنند که کنترل کیفیت سختگیرانهتری داشته باشند. همچنین استانداردهای مشخص در قراردادها ذکر میشود تا محصول نهایی با کیفیت ثابت تولید گردد. استفاده از ورق مناسب، هم از نظر عملکرد و هم از نظر رضایت مصرفکننده اهمیت دارد. در نهایت، ورق گالوانیزه کمک میکند محصول در محیطهای مرطوب آشپزخانه و سرویسها دوام بیشتری داشته باشد.
سیستمهای تهویه و کانالسازی
کانالهای هوا و سیستمهای تهویه در معرض رطوبت، بخار و گاهی مواد خورنده قرار میگیرند؛ بنابراین استفاده از ورق گالوانیزه در این حوزه بسیار رایج است. مزیت اصلی، دوام و کاهش پوسیدگی در طول زمان است. همچنین ورق گالوانیزه قابلیت شکلدهی خوبی دارد و برای ساخت کانالها، زانوییها و اتصالات مختلف مناسب است. در پروژههای بزرگ، کیفیت پوشش و یکنواختی سطح باعث میشود نصب آسانتر و عملکرد پایدارتر باشد. انتخاب ضخامت مناسب و تطابق با استانداردهای پروژه، از الزامات فنی این صنعت است. به دلیل تعداد بالای اتصالات و برشها، کیفیت پوشش و رفتار لبهها نیز اهمیت پیدا میکند. استفاده از ورق باکیفیت، هزینههای نگهداری و تعویض کانالها را در بلندمدت کاهش میدهد.
مزایا و معایب ورق گالوانیزه
ورق گالوانیزه مزایای مهمی دارد که آن را به گزینهای پرکاربرد تبدیل کرده است؛ مهمترین مزیت، دوام در برابر رطوبت و کاهش هزینههای نگهداری است. وجود پوشش محافظ همچنین به افزایش عمر مفید قطعات و کاهش نیاز به رنگ یا تعمیرات سنگین کمک میکند. در بسیاری از کاربردها، این ورق تعادل خوبی بین قیمت و عملکرد ایجاد میکند. با این حال، محدودیتهایی هم وجود دارد؛ برای مثال در برخی محیطهای بسیار خورنده یا دمای بالا، باید مشخصات دقیقتر انتخاب شود یا پوشش تکمیلی در نظر گرفته شود. همچنین کیفیت محصول وابسته به فرآیند تولید است و اگر کنترلها ضعیف باشد، عیوب ظاهری یا ضعف چسبندگی دیده میشود. آگاهی از مزایا و معایب کمک میکند انتخاب بر اساس شرایط واقعی مصرف انجام شود، نه صرفاً بر اساس نام محصول یا قیمت بازار.
عوامل مؤثر بر کیفیت ورق گالوانیزه
کیفیت ورق گالوانیزه نتیجه تعامل چند عامل کلیدی است:
🔹کیفیت ورق پایه
🔹تمیزی سطح
🔹کنترل فرآیندهای شیمیایی
🔹شرایط حمام روی
🔹نحوه خنککاری
هر نوسان در اسیدشویی یا فلاکسینگ میتواند پوشش را ناهمگن کند و نقاط ضعیف ایجاد نماید. همچنین ترکیب شیمیایی روی، دمای حمام و سرعت خط بر ضخامت و ظاهر اثر مستقیم دارند. یکی دیگر از عوامل مهم، اجرای بازرسیهای منظم و ثبت دادههاست تا علت عیوب سریع شناسایی شود. در نهایت، کیفیت واقعی زمانی حاصل میشود که همه مراحل بهصورت یک سیستم هماهنگ مدیریت شوند. توجه به استانداردهای پروژه و روشهای آزمون باعث میشود محصول نهایی قابل اتکا باشد. اگر این عوامل همزمان کنترل شوند، ورق تولیدی هم از نظر دوام و هم از نظر ظاهر، نیاز صنایع مختلف را بهخوبی پاسخ خواهد داد.

بهترین روش تولید ورق گالوانیزه کدام است؟
انتخاب بهترین روش به نیاز پروژه بستگی دارد، نه یک پاسخ ثابت برای همه. اگر دوام طولانی در فضای باز، رطوبت بالا یا محیطهای صنعتی هدف شماست، معمولاً فرآیند تولید ورق گالوانیزه به روش گرم بهدلیل پوشش ضخیمتر و محافظت پایدارتر گزینه مناسبتری است. در مقابل، برای کاربردهایی که ظاهر یکنواخت، دقت سطح و رنگپذیری اهمیت دارد، برخی از روشهای گالوانیزه کردن فولاد مانند الکتروگالوانیزه میتوانند انتخاب بهتری باشند. نکته اصلی این است که هنگام تصمیمگیری، علاوه بر قیمت، شرایط محیطی، استاندارد پروژه و الزامات کنترل کیفیت را هم در نظر بگیرید. اگر اجزای خط، آمادهسازی سطح و بازرسی نهایی درست انجام شود، مراحل تولید ورق گالوانیزه محصولی میسازد که هم از نظر فنی قابل اعتماد است و هم در بلندمدت هزینههای نگهداری را کاهش میدهد. بهترین انتخاب، همان روشی است که عملکرد مورد انتظار شما را تضمین کند.
📌اگر برای تأمین مطمئن و سریع به دنبال خرید ورق گالوانیزه در مشهد هستید، پیشنهاد میشود قبل از ثبت سفارش، نوع پوشش (گرم یا سرد)، ضخامت ورق، وزن کویل و استاندارد موردنیاز پروژه را مشخص کنید تا انتخاب نهایی دقیقتر و اقتصادیتر باشد.
سوالات متداول مراحل تولید ورق گالوانیزه
1. مهمترین مرحله برای جلوگیری از پوستهشدن پوشش چیست؟
آمادهسازی سطح (چربیزدایی، اسیدشویی و شستشو) و سپس فلاکسینگ؛ چون چسبندگی پوشش به تمیزی سطح وابسته است.
2. چرا در گالوانیزه گرم معمولاً عمر مفید بیشتر است؟
بهدلیل پوشش ضخیمتر و تشکیل لایههای آلیاژی که در برابر خوردگی پایدارترند.
3. آیا ورق گالوانیزه قابل رنگکاری است؟
بله، اما بهتر است سطح تمیز و آمادهسازی رنگ (پرایمر مناسب) طبق دستورالعمل انجام شود تا چسبندگی رنگ بالا باشد.
4. کنترل ضخامت پوشش چگونه انجام میشود؟
با ابزارهای اندازهگیری ضخامت (معمولاً روشهای مغناطیسی) و تطبیق نتایج با استاندارد یا مشخصات قرارداد.
5. چه چیزی باعث لکهدار شدن سطح ورق میشود؟
آلودگی سطح، شستشوی ناقص، سرباره حمام روی یا کنترل نامناسب پارامترهای خط میتواند عامل لکه و عیب ظاهری باشد.